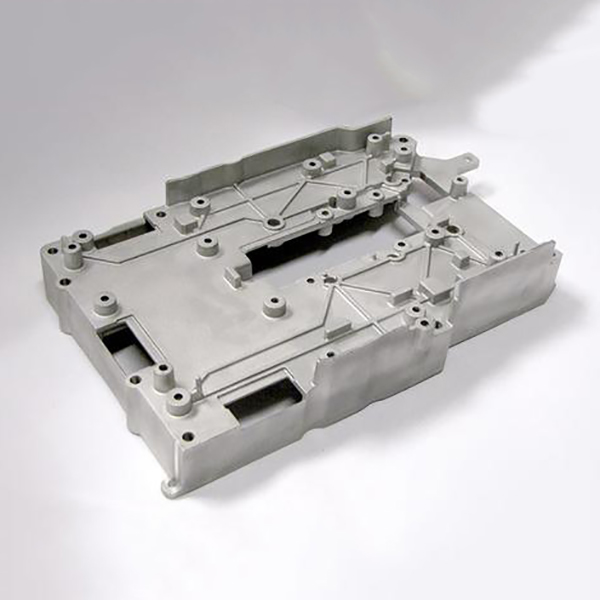
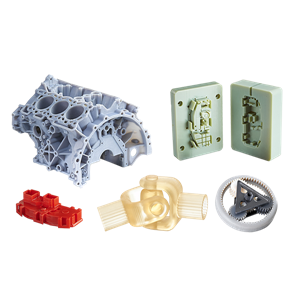
Детали для литья под давлением ОЕМ




- SHD Precision Tech
- Шэньчжэнь
- 2 недели
- зависит от продукта
Переменная толщина стенки
Более жесткие допуски
Меньше шагов от сырья до готовой детали
Быстрое время производственного цикла
Сокращение брака материала
Долгий срок службы инструмента, особенно для цинка и магния
Основной параметр:
Тип продукта | Литье под давлением | |||
Материалы | Алюминиевый сплав, цинковый сплав, магниевый сплав, латунь и т. Д. | |||
Обработка поверхности | Анодирование, чистка, оцинковка, лазерная гравировка, шелковая печать, полировка, порошковое покрытие и т. Д. | |||
Толерантность | ± 0,01 мм, 100% контроль качества перед поставкой, предоставить форму проверки качества; | |||
Испытательное оборудование | ШМ; Инструментальный микроскоп; Многосуставная рука; автоматический измеритель высоты; Ручной измеритель высоты; Стрелочный индикатор ; Мраморная платформа; Измерение шероховатости. | |||
Форматы файлов | СТП/ШАГ/Автокад(DXF,DWG),PDF,ТИФ и т.д. | |||
Типы процессов литья под давлением
В промышленности используются два процесса литья под давлением: литье под давлением с горячей камерой и литье под давлением с холодной камерой. Каждый из них имеет свои особенности и применим в разных сценариях. Ниже показано, что влекут за собой эти два типа процессов.
Литье под давлением с горячей камерой
Процесс литья под давлением с горячей камерой является идеальным методом для работы с материалами с низкой температурой плавления, такими как сплавы цинка, олова, свинца и магния. Он не подходит для сплавов с более высокой температурой плавления, так как это может привести к повреждению насоса, так как насос напрямую соприкасается с металлом. Он включает в себя расплавление металла и впрыскивание его в пресс-форму под давлением гидравлической системы.
Литье под давлением в холодной камере
Литье под давлением с холодной камерой является идеальным методом для работы с материалами с высокой температурой плавления, такими как алюминий. Этот процесс идеально подходит для таких металлов, поскольку высокая температура, необходимая для плавления материала, может повредить насосную систему.
Процесс включает загрузку расплавленного материала в холодную камеру перед впрыскиванием в пресс-форму. Гидравлическая система, используемая в процессе с холодной камерой, аналогична системе с горячей камерой. Однако может потребоваться большее давление в диапазоне от 2000 до 20000 фунтов на квадратный дюйм.
Преимущества литья под давлением
Литые детали прочные, изготовлены из цельного металла.
Металлические детали могут быть изготовлены в сложных размерах
Одна форма производит тысячи одинаковых отливок
Сложная математическая точность
Возможна блестящая отделка поверхности
Термостойкость, химическая стойкость и устойчивость к давлению
Эффективный и воспроизводимый производственный процесс
Самый быстрый способ создания объемных металлических деталей